





每一台都高压校准,保证胀接数据精准!
用户换热器管板胀接作业现场:

用户小样强度胀工艺测评:
32x1.5x8【管外径和管板孔径余量1mm】



强度胀接拉力测试效果:

注明:网站资料仅供参考,以线下沟通确认为准!
YZJ系列快速胀管机是锅炉和换热器制造及维修的专用胀接设备。该设备可以对多种规格、多种材料的换热管进行可靠的胀接,特别适用于对厚管板和大口径管换热器的胀接。采用快速胀管机胀接技术生产的换热器,换热器管胀接均匀、安全可靠,使用寿命较长,故障率较低。而且胀接操作简单,胀接速度较快,大大缩短了制造或维修时间,减少化工装置的停产损失,具有很高的经济效益。
YZJ型液压胀接技术具有以下特点
1、对任意厚度管板进行全厚度一次性均匀胀接。
2、对任意深度的中间管板或多管板换热器进行胀接。
3、对内螺纹管或是有缝焊接管进行胀接。
4、胀接后残余应力低,不易产生间隙腐蚀。
5、换热管胀接后轴向不拉长而稍有收缩,有利于减少运行噪音。
6、管子内孔误差大,现场可适当调整胀头直径,(胀头最大修磨余量0.3mm)。
7、胀接处无油污染,先胀后焊不受影响。
8、带管箱的换热器边缘处可直接胀接,非常方便。
9、单人可连续胀接,每分钟可胀接6-8个管头。
10、综合经济效益有较大幅度的提高。
主要技术参数:

注明:网站资料仅供参考,以线下沟通确认为准!
使用条件
1、室内使用。
2、环境温度在-20℃至40℃的范围内。
3、使用地区月平均最大相对湿度不大于85%,同时该月的月均温度不高于30℃.
4、周围没有导电尘埃、爆炸性气体一级能严重破坏金属盒绝缘的腐蚀性气体。
结构及工作原理
1、胀管机结构
液压胀管机主要由液压控制系统、压力放大系统、液压胀管控制系统、自动加水系统组成。
工作原理
液压泵经电动机带动将液压油打入液压控制系统增压,将增压后的胀管介质经高压软管送到操作手柄上,从而实现对胀接头的施压。压力的设定主要通过触摸屏设定用户所需的压力,工作时的胀管介质压力通过变送器传至数模转换模块,压力数值在触摸屏“当前压力值”显示,当前压力值与设定压力值相等时,降压系统工作卸压,整个胀接过程结束。
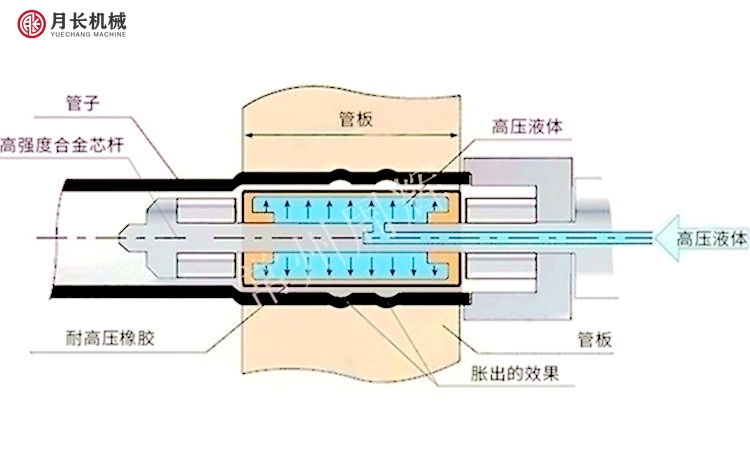
液袋式液压胀管技术利用增压原理,产生足以使换热管产生塑性变形的超高压胀管膨胀压力,该压力通过弹性液袋作用于换热管内壁,使换热管发生塑性变形,与管板产生过盈而胀接于管板孔内。运用常州周辉提供的液压胀管机和液压胀管器胀头,胀接加工过程是极为简单的,管子插入管板组装完毕后,将胀头插入管孔中合适的位置,按下胀接操作手柄上升压按钮,胀管机即可自动根据设定的胀接压力完成胀接的加压、保压、卸压等工作过程。
综上:液袋式胀管器是液压胀管器的一种,属于柔性胀接工艺。
注意事项
1、外接电源时,一定要分清相线和中线,严禁接错,否则会使设备带电,引起不必要的损失。
2、水箱内的水必须要到达标定水位,否则会损坏增压装置。
3、高压软管与阀块连接处必须安装牢靠,以免高压工作是脱落,造成意外事故。
4、禁止操作人员在胀头正确插入管孔前,让机器进行升压指令。
5、强度胀接列管式换热器时,为避免胀头轴向断裂沿管孔冲出发生事故,在胀接过程中,换热器另一端不准站人。
6、每班工作完毕时,清扫现场杂物,清洁设备表面。切断电源方能离开。
液压胀技术与“O”形环胀接技术的最大差别在于:
液袋式液压胀接技术对换热管的尺寸精度要求不高,胀接过程对换热管内表面无污染。
液压胀工艺与传统机械胀工艺效果对比:
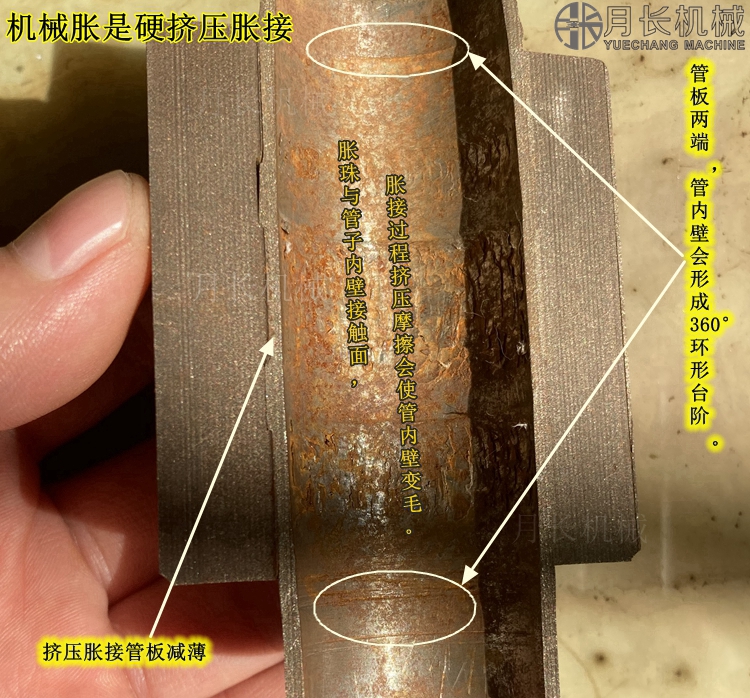
1、机械胀属于硬挤压胀接工艺,由胀珠高速滚压促使管子变形而实现胀接,1.1滚珠接触面胀接过程中会对管子内壁造成损伤;1.2滚珠末端没有胀接到的管子内壁会形成一圈台阶。液压胀工艺绝对完全避免此类现象!
2、机械胀工艺会把管壁减薄;液压胀工艺完全避免此类现象!
3、机械胀工艺在胀管过程中会给管内造成污染现象;液压胀工艺完全避免此类现象!
4、机械胀操作手柄较笨重(基本上重量为18kg左右);液压胀操作手柄重量仅为0.8kg!
5、工作效率:机械胀一个工人8小时单班大概能胀接260个管孔;液压胀一个工人单班8小时轻松胀接3000个管孔。
6、液压胀效果均匀,效果佳。
常规管板和换热器胀接压力值(参考)
胀接压力值虽然能通过理论计算获得,但它与管板的硬度、管板孔加工粗糙度、管板孔开槽宽度、换热管的材质、管壁厚度、用户对胀接接头的拉脱力、密封性能的要求等诸多因素有关,造成相关书籍、杂志上的计算公式相当复杂,且不尽相同,难以快速获得比较准确的数据,这给用户使用带来诸多不便。
为了给新老用户提供快速、优质的服务,公司在多年实践的基础上,结合数家老用户提供的反馈信息,总结出了一批经验数据,供新老用户参考,用户可以很快找到所需使用的胀接压力值:

注释:
1、 换热器管板材质:16Mn(15CrMo可参照执行)
2、 强度胀需满足开槽要求:槽宽8-10mm。因材质、槽宽等不同,胀接压力可根据试胀后检查“凹陷”程度进行调整。
3、 其它换热管规格:在材质相同的情况下,通常以Ф外∕Ф内的比值大小(即壁厚系数)确定胀接压力值的大小,壁厚系数越大,胀接压力越高,反之亦然。其它规格换热管的胀接压力值,可通过Ф外∕Ф内比值大小与上表中心相近值进行推算。
4、 如管板和换热管的材质与上述不同,或有特殊胀接要求,建议先做胀接工艺试验,以试验结果为准。


故障诊断
胀管机在使用过程中,如出现故障,可以根据以下提示进行检查。
1、控制电源指示灯不亮
检查项点 | 处理方法 |
进线电源接触是否良好 | 重新接进线总电源,AC380V |
总电源关按钮是否在原位 | 旋回总电源关按钮 |
指示灯是否损坏 | 更换指示灯 |
电源开按钮是否良好 | 更换电源开按钮 |
2、油泵电机不工作
检查总电源是否接线正确 | 重新接入总电源线 |
相序保护器是否动作,红灯亮 | 更改总电源线相序 |
热继电器工作 | 热继电器复位,或是更换 |
3、升压不工作
升压电磁阀是否得电 | 检查控制系统,使之得电 |
触摸屏目标值是否输入值 | 重新输入值必须大于当前值 |
油位是否在规定范围内 | 加油到规定范围内 |
胀管机胀接介质问题 | 重新操作加水动作 |
4、升压时触摸屏不显示,液压表上有显示
检查触摸屏数据线是否牢靠 | 紧固触摸屏后接线 |
升压电磁阀是否打开 | 检查电气线路及显示器设定值 |
确定是否在升压过程中 | 根据步骤检查 |
检查数据线是否良好 | 更换数据线 |
注意事项:
1、胀接介质:防冻液、水 或 水和切削液按照8:2的配比混合;
2、更换作业电源时需要专业电工操作,接线是否正确,打开机子触屏所在的机柜板,继电器上面的指示灯显示为绿色表示接线正确;
3、胀接作业前检查油箱抗磨液压油状况,油量够不够【至少要在油箱液位计三分之二油位以上】,油品是否完好;
4、更换胀头一定要记得把水加满,升压排水排空气【升压时长大概要等10秒钟,能通过缸体的声音判断是否运行到顶部的】,降压吸水【吸水大概20秒样子】,升、降压动作反复3次样子即可把刚体空气排净加满胀接介质了,加水动作是以降压为最后停止动作【降压是吸水】;
5、胀头没有插入管板孔内预定位置,切勿点击升压按钮;
6、胀头膨胀部位必须保证在管板和管子内部才能进行胀接作业;
7、胀管操作过程中,必须待完全卸压后,才能拔出胀头。在胀接压力未完全卸
除前,严禁拔出胀头。 在插入或拔出胀头时,严禁扭动胀头。
8、建议胀接作业前先开机启动油泵热机运行5分钟后开始胀接作业;
9、胀头和胀枪密封为硬接触,在更换胀头时,必须把胀头的锥面多露出左旋螺母一些,建议至少保证左旋螺母离胀头锥面4到螺牙样子。
10、注意清理管口内壁毛刺,以防刮伤胀头;
11、胀接作业时,胀枪对面切勿站人。
12、胀接作业完毕,切断电源方能离开。


